
We connect
and sustain communities.
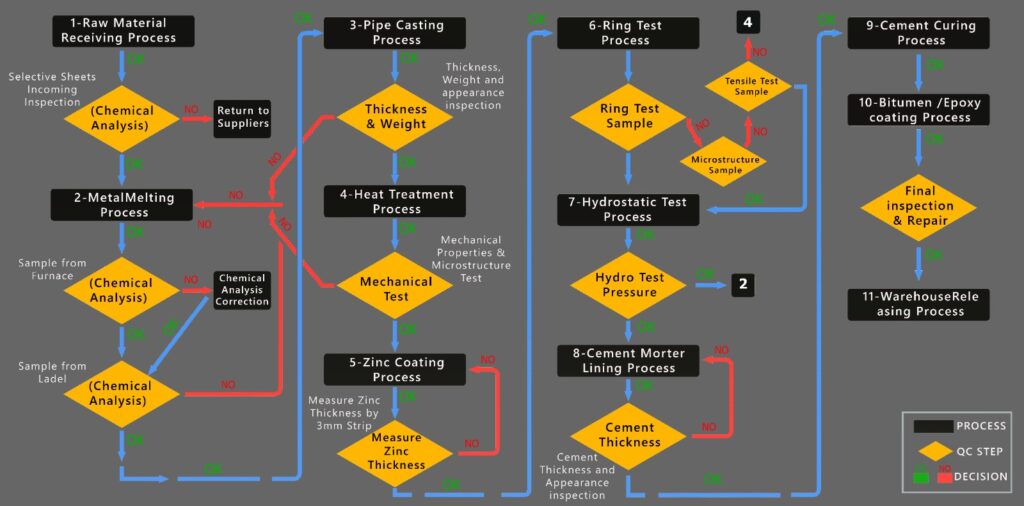
GCP one of the leading manufacturer of DI pipes in MEA Region
Testing, Process Control, and compliance with the QM System.
Our diverse portfolio represents decades of manufacturing experience backed by a passion for quality, outstanding client service and the latest industry.
Quality Control . Honest Service. Great Value.
Our diverse portfolio represents decades of manufacturing experience backed by a passion for quality, outstanding client service and the latest industry.
We build your
Projects with trust.
Our diverse portfolio represents decades of construction experience backed by a passion for quality, outstanding client service and the latest industry.
We connect
and sustain communities.
GCP one of the leading manufacturer of DI pipes in MEA Region
Testing, Process Control, and compliance with the QM System.
Our diverse portfolio represents decades of manufacturing experience backed by a passion for quality, outstanding client service and the latest industry.
Quality Control . Honest Service. Great Value.
Our diverse portfolio represents decades of manufacturing experience backed by a passion for quality, outstanding client service and the latest industry.
We build your
Projects with trust.
Our diverse portfolio represents decades of construction experience backed by a passion for quality, outstanding client service and the latest industry.